广数
GSK 980TDi
通过网口连接广数980TDi(V3.33版本以上)CNC。
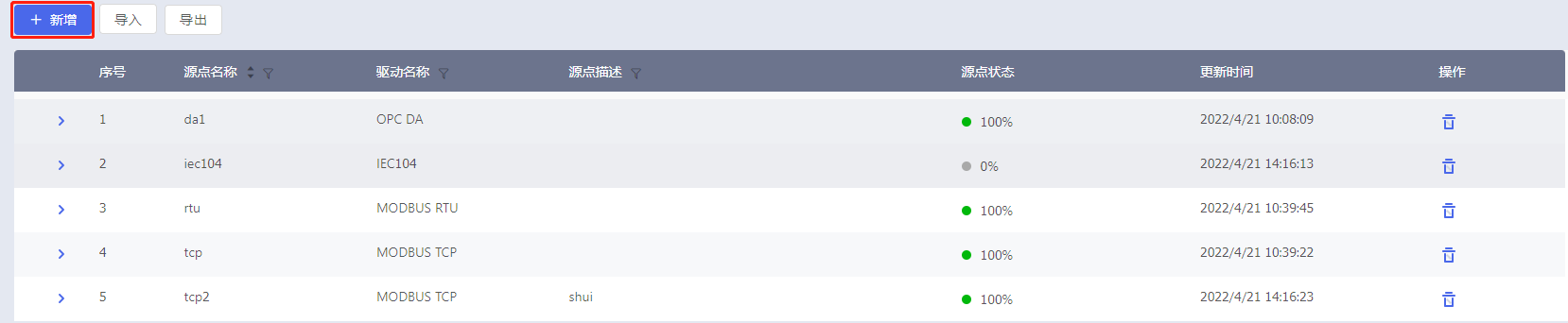
新增源点
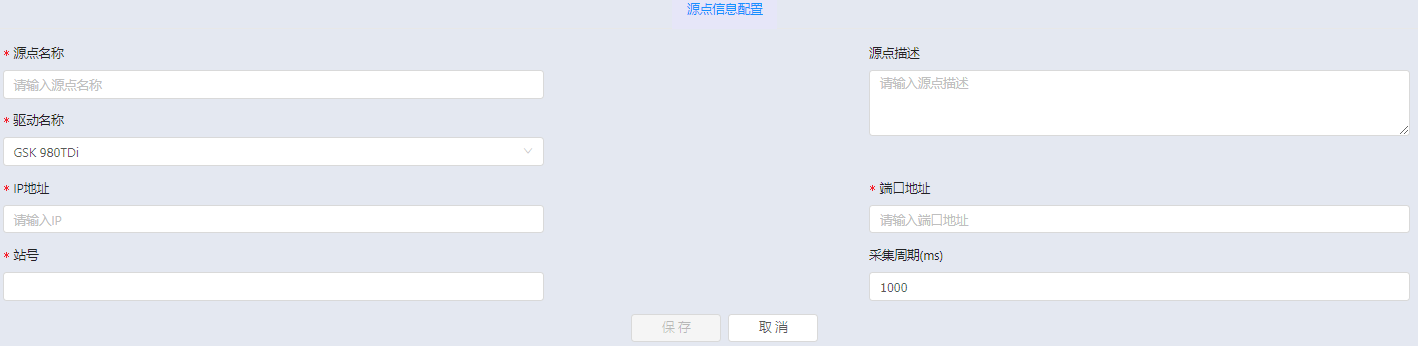
步骤1:点击源点管理信息界面的〔+新增〕按钮,展开源点信息配置。
步骤2:输入源点名称、描述,驱动名称选择GSK 980TDi,系统会根据选择的驱动名称展开该驱动需要输入的信息。
| 参数名 | 含义 | 说明 |
|---|---|---|
| *IP地址 | 设备IP地址 | |
| *端口地址 | 端口号 | |
| *站号 | PLC站号 | PLC地址 |
| 采集周期 | 数据采集周期 | 配置数据采集的时间周期,单位ms,默认值1000 |
新增标签
步骤1:点击标签管理信息界面的〔+新增〕按钮,展开标签基础属性。
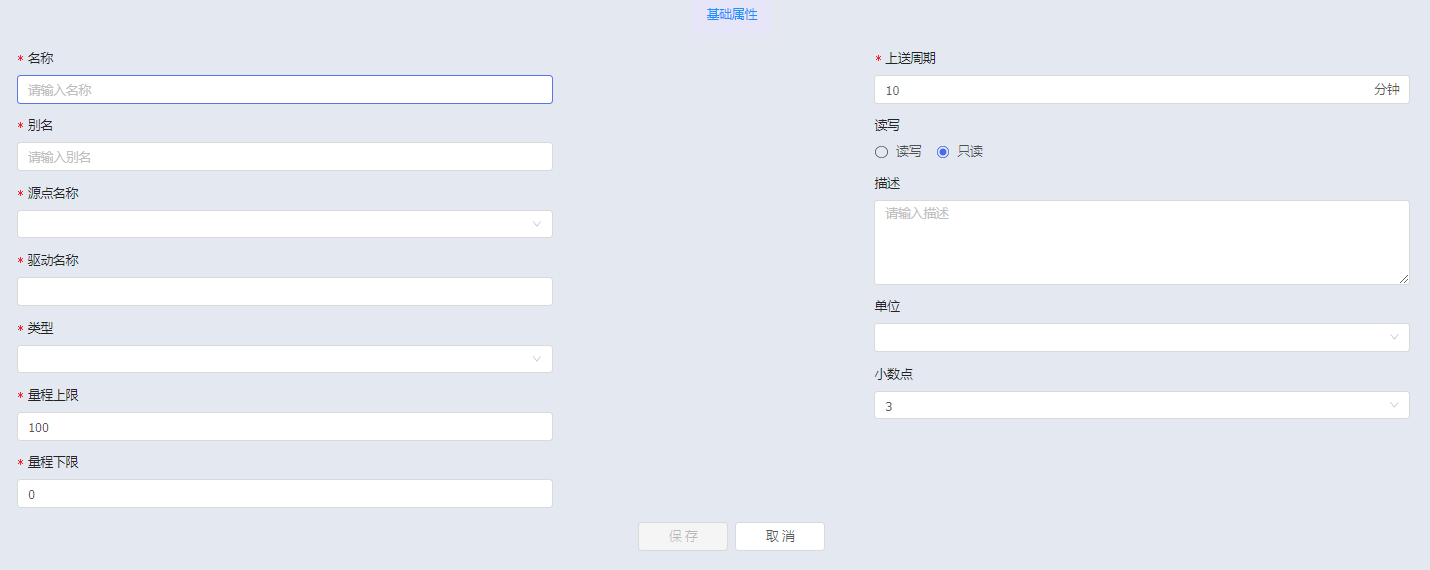
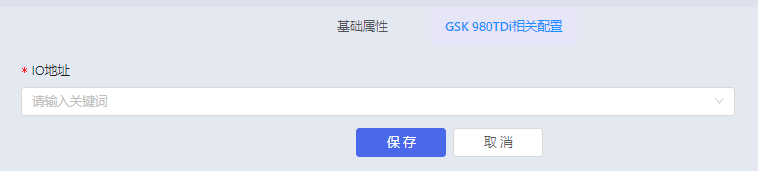
步骤2:基础属性内容输入完成后,系统自动增加相关配置属性,用于标签与底层数据的连接点设置。选择对应的IO地址,点击〔保存〕按钮,配置完成。
| 序号 | IO地址 | 数据类型 | 列表显示 |
|---|---|---|---|
| 1 | 总报警数 | long | TotalAlarmNumbers |
| 2 | 总警告数 | long | TotalWarningNumbers |
| 3 | PLC报警数 | long | PLCAlarmNumbers |
| 4 | PLC警告数 | long | PLCWarningNumbers |
| 5 | X绝对坐标值 | float | AbsoluteCoordinateX |
| 6 | Z绝对坐标值 | float | AbsoluteCoordinateZ |
| 7 | U相对坐标值 | float | RelativeCoordinateU |
| 8 | W相对坐标值 | float | RelativeCoordinateW |
| 9 | X机床坐标值 | float | MachineCoordinatesX |
| 10 | Z机床坐标值 | float | MachineCoordinatesZ |
| 11 | X余移动量 | float | ResidualMomentumX |
| 12 | Z余移动量 | float | ResidualMomentumZ |
| 13 | 当前刀具号 | long | CurrentToolNumber |
| 14 | 当前刀偏号 | long | CurrentToolOffsetNumber |
| 15 | 主轴编程速度 | long | MajorAxisProgramSpeed |
| 16 | 主轴实际速度 | long | MajorAxisActualSpeed |
| 17 | 主轴倍率 | long | MajorAxisRate |
| 18 | CNC型号 | string | CNCType |
| 19 | CNC控制器类型 | long | CNCControllerType |
| 20 | CNC软件版本 | long | CNCSoftwareVersion |
| 21 | 有效轴数 | long | EffectiveAxisNumber |
| 22 | 刀具偏置数 | long | ToolOffsetNumber |
| 23 | 机床型号 | string | MachineType |
| 24 | 报警记录编号 | long | AlarmRecordNumber |
| 25 | 报警类型 | long | AlarmType |
| 26 | 报警号 | long | AlarmNumber |
| 27 | 通道号 | long | AlarmChannelNumber |
| 28 | 报警时间 | long | AlarmTime |
| 29 | 报警内容 | string | AlarmContent |