凯恩帝
K1000TF1i
通过TCP/IP协议连接凯恩帝K1000TF1i CNC。
新增源点
步骤1:点击源点管理信息界面的〔+新增〕按钮,展开源点信息配置。
步骤2:输入源点名称、描述,驱动名称选择K1000TF1i,系统会根据选择的驱动名称展开该驱动需要输入的信息。
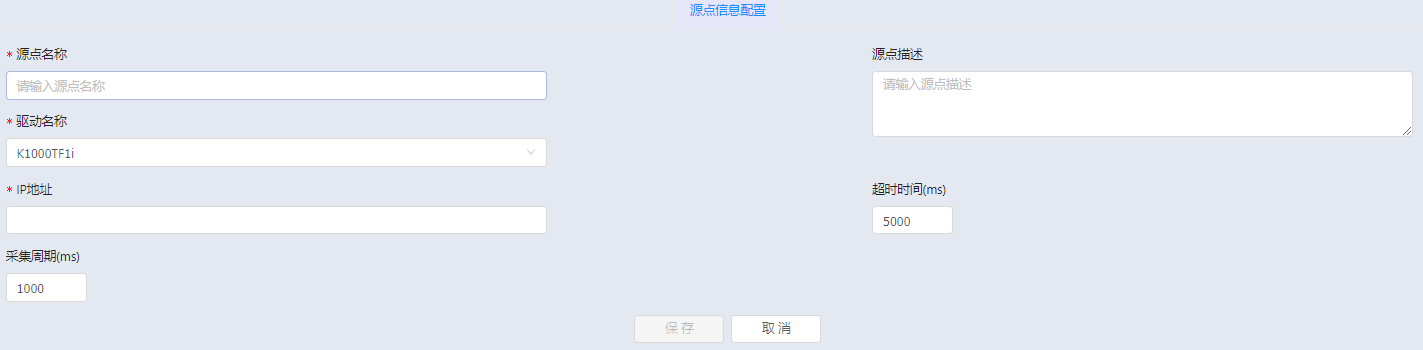
| 参数名 | 含义 | 说明 |
|---|---|---|
| *IP地址 | 设备IP地址 | 连接CNC的IP地址 |
| 超时时间 | 连接设备超时的最长等待时间 | 默认值为5000,单位毫秒ms |
| 采集周期 | 数据采集周期 | 配置数据采集的时间周期,单位ms |
新增标签
步骤1:点击标签管理信息界面的〔+新增〕按钮,展开标签基础属性。
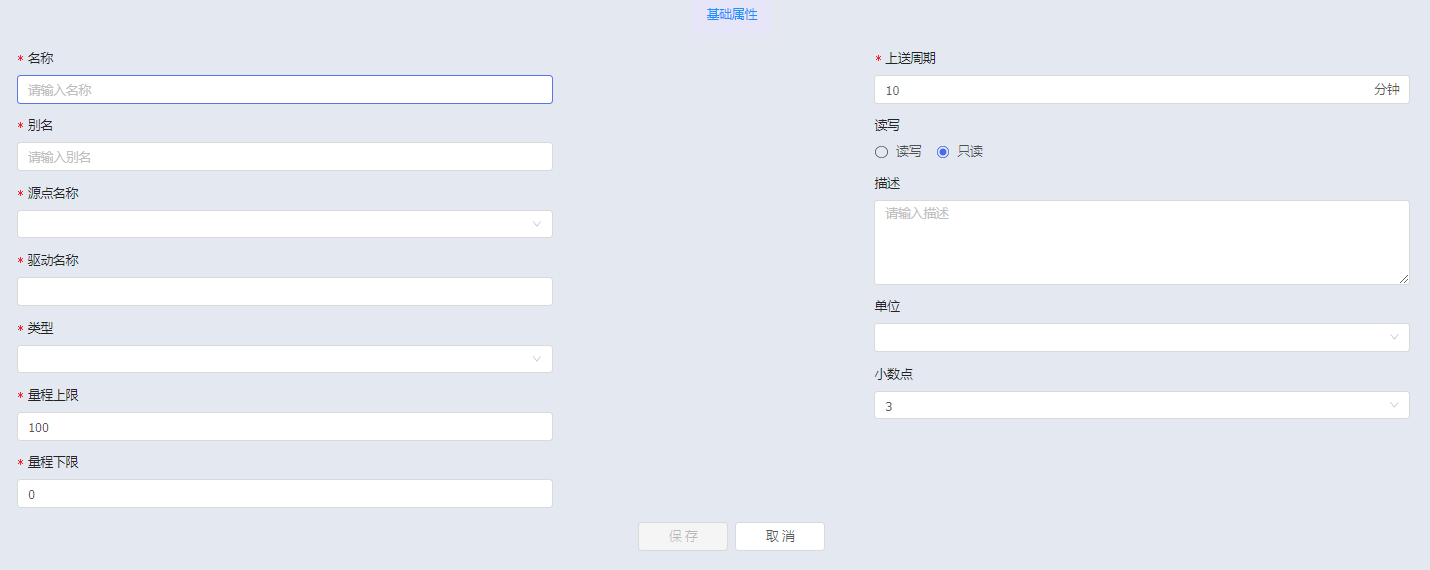
步骤2:基础属性内容输入完成后,系统自动增加相关配置属性,用于标签与底层数据的连接点设置。选择对应的IO地址,点击〔保存〕按钮,配置完成。

| 序号 | IO地址 | 数据类型 |
|---|---|---|
| 1 | 当前的报警信息(AllSysAlarms) | string |
| 2 | 当前的报警数量(AllSysAlarmsCount) | int |
| 3 | NC轴名称(AxisName) | string |
| 4 | 用户轴数(AxisNum) | int |
| 5 | 目标数控系统当前的单批加工件数(BatchWorkCounts) | int |
| 6 | 目标数控系统当前的报警类型(CurAlarmType) | string |
| 7 | 目标数控系统当前的报警类型数量(CurAlarmTypeNumber) | int |
| 8 | 系统当前进给倍率(CurFeedRate) | double |
| 9 | 操作模式(CurOperationMode) | int |
| 10 | 目标数控系统当前程序的程序号(CurProgProgNumber) | int |
| 11 | 系统当前运行状态(CurRunningState) | int |
| 12 | 系统准备状态(CurSysReadiness) | int |
| 13 | 系统准备状态原因(CurSysReadinessReasons) | int |
| 14 | 目标数控系统当前刀具半径补偿量(CurSysToolRadiusOffset) | double |
| 15 | FPGA版本(FPGAVer) | string |
| 16 | 目标数控系统的当前进给倍率(FeedOv) | double |
| 17 | 目标数控系统已加工完成的单批件数值(FinishedBatchCount) | uint |
| 18 | 目标数控系统已加工完成的工件件数(FinishedWorkCount) | uint |
| 19 | 目标数控系统当前的单批目标加工件数(GoalBatchWorkCounts) | int |
| 20 | 目标数控系统当前的目标加工件数(GoalTotalWorkCounts) | int |
| 21 | 目标数控系统的当前手轮或者单步倍率(HandStepOv) | double |
| 22 | 目标数控系统的当前手动倍率(JogOv) | double |
| 23 | 梯图版本(LadderVer) | string |
| 24 | 生产时间(ManufactureTime) | string |
| 25 | 制造厂商(Manufacturer) | string |
| 26 | 目标数控系统的当前快速倍率(RapidOv) | double |
| 27 | 软件版本(SoftVer) | string |
| 28 | 目标数控系统的当前日期(SysDateByMacroVar) | uint |
| 29 | 系统ID(SysID) | uint |
| 30 | 系统型号(SysModel) | string |
| 31 | 目标数控系统的当前时间(SysTimeByMacroVar) | uint |
| 32 | 目标数控系统循环启动时间(TImeSinceCycleStart) | double |
| 33 | 目标数控系统从开机开始到现在所经过的时间(TimeSincePowerOn) | uint |
| 34 | 目标数控系统当前的总加工件数(TotalWorkCounts) | int |