华中
华中8型
通过网口连接华中8型CNC。
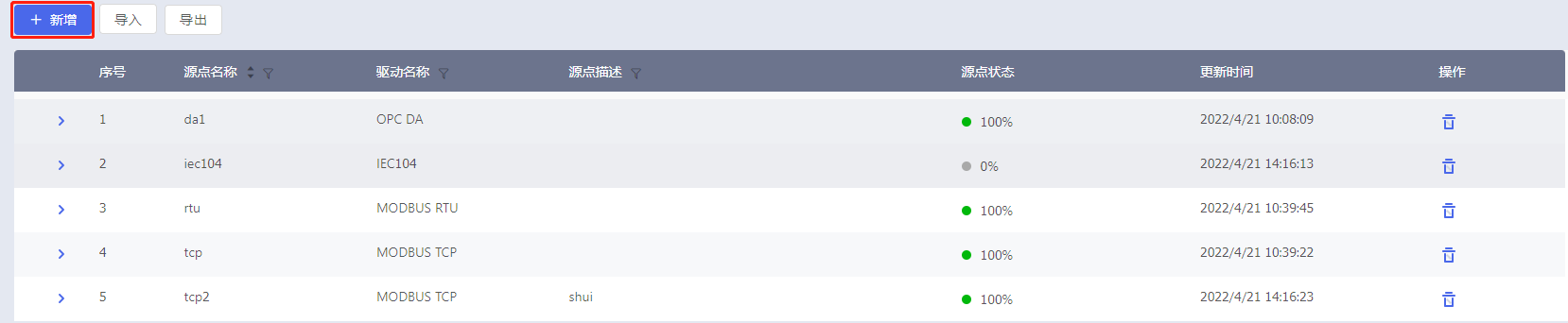
新增源点
步骤1:点击源点管理信息界面的〔+新增〕按钮,展开源点信息配置。
步骤2:输入源点名称、描述,驱动名称选择华中8型,系统会根据选择的驱动名称展开该驱动需要输入的信息。
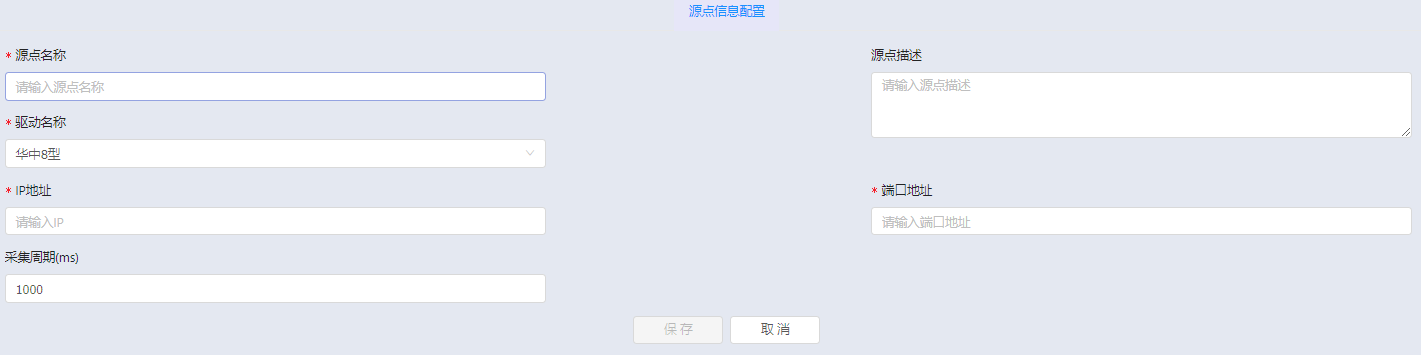
| 参数名 | 含义 | 说明 |
|---|---|---|
| *IP地址 | 设备IP地址 | |
| *端口地址 | 端口号 | |
| 采集周期 | 数据采集周期 | 配置数据采集的时间周期,单位ms,默认值1000 |
新增标签
步骤1:点击标签管理信息界面的〔+新增〕按钮,展开标签基础属性。
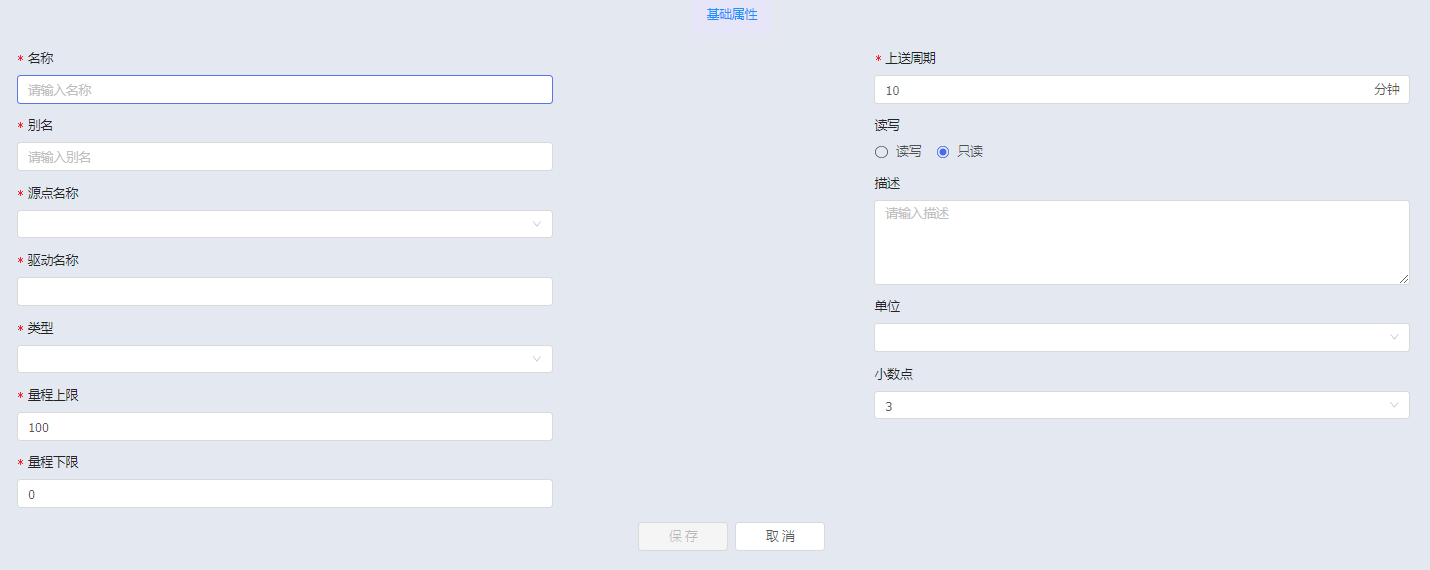
步骤2:基础属性内容输入完成后,系统自动增加相关配置属性,用于标签与底层数据的连接点设置。
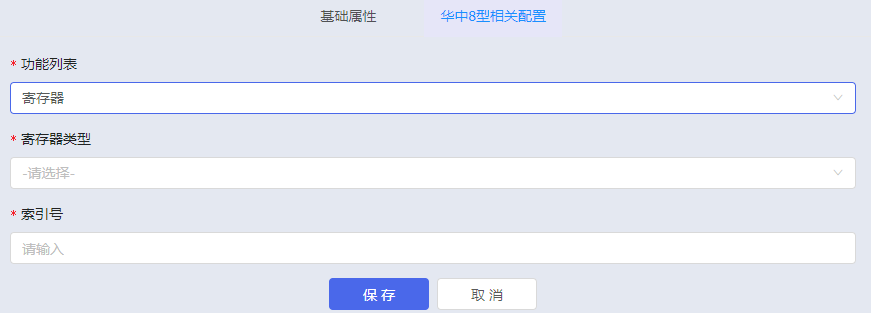
步骤3:选择功能列表,根据功能列表显示对应的可选数据。
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 寄存器 | int | registerPointType |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 变量 | / | variablePointType |
| 轴变量 | int | VAR_TYPE_AXIS |
| 通道变量 | int | VAR_TYPE_CHANNEL |
| 系统变量 | int | VAR_TYPE_SYSTEM |
| 浮点型系统变量 | double | VAR_TYPE_SYSTEM_F |
| 宏变量 | / | macroVariable |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 参数 | / | parameterPointType |
| 参数号 | int | 输入参数号 |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 系统 | / | systemPointType |
| 获取系统通道数 | int | HNC_SYS_CHAN_NUM |
| 长度分辨率 | int | HNC_SYS_MOVE_UNIT |
| 角度分辨率 | int | HNC_SYS_TURN_UNIT |
| 公英制 | int | HNC_SYS_METRIC_DISP |
| 显示时间 | int | HNC_SYS_SHOW_TIME |
| 报警自动显示 | int | HNC_SYS_POP_ALARM |
| 图形自动擦除 | int | HNC_SYS_GRAPH_ERASE |
| 坐标系精度 | int | HNC_SYS_PREC |
| F精度 | int | HNC_SYS_F_PREC |
| S精度 | int | HNC_SYS_S_PREC |
| CNC版本 | int | HNC_SYS_CNC_VER |
| MCP面板钥匙开关 | int | HNC_SYS_MCP_KEY |
| 活动通道 | int | HNC_SYS_ACTIVE_CHAN |
| 请求通道 | int | HNC_SYS_REQUEST_CHAN |
| MDI运行通道 | int | HNC_SYS_MDI_CHAN |
| 请求的通道屏蔽字 | int | HNC_SYS_REQUEST_CHAN_MASK |
| 进给保持后是否重新解释 | int | HNC_SYS_IS_HOLD_REDECODE |
| 权限等级 | int | HNC_SYS_ACCESS_LEVEL |
| 权限钥匙锁 | int | HNC_SYS_RIGHTS_KEY |
| 注册剩余天数 | int | HNC_SYS_REG_DAYS_REMANING |
| NCK版本 | string | HNC_SYS_NCK_VER |
| DRV版本 | string | HNC_SYS_DRV_VER |
| PLC版本 | string | HNC_SYS_PLC_VER |
| NC版本 | string | HNC_SYS_NC_VER |
| CF卡SN号 | string | HNC_SYS_SN_NUM |
| 机床型号 | string | HNC_SYS_MACHINE_TYPE |
| 机床信息 | string | HNC_SYS_MACHINE_INFO |
| 机床厂信息 | string | HNC_SYS_MACFAC_INFO |
| 用户信息 | string | HNC_SYS_USER_INFO |
| 机床编号 | string | HNC_SYS_MACHINE_NUM |
| 出厂时间 | string | HNC_SYS_EXFACTORY_DATE |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 通道 | / | channelPointType |
| 通道是否存在 | int | HNC_CHAN_IS_EXIST |
| 通道的机床类型 | int | HNC_CHAN_MAC_TYPE |
| 轴掩码 | int | HNC_CHAN_AXES_MASK |
| 轴掩码1 | int | HNC_CHAN_AXES_MASK1 |
| 通道名 | string | HNC_CHAN_NAME |
| 读取当前G代码的标志 | int | HNC_CHAN_CMD_TYPE |
| 指令进给速度 | double | HNC_CHAN_CMD_FEEDRATE |
| 实际进给速度 | double | HNC_CHAN_ACT_FEEDRATE |
| 编程指令速度 | double | HNC_CHAN_PROG_FEEDRATE |
| 进给修调 | int | HNC_CHAN_FEED_OVERRIDE |
| 快移修调 | int | HNC_CHAN_RAPID_OVERRIDE |
| 通道的M指令 | int | HNC_CHAN_MCODE |
| 通道的T指令 | int | HNC_CHAN_TCODE |
| 通道中的刀偏号 | int | HNC_CHAN_TOFFS |
| 当前刀具 | int | HNC_CHAN_TOOL_USE |
| 准备好交换的刀具 | int | HNC_CHAN_TOOL_RDY |
| 模式 | int | HNC_CHAN_MODE |
| MDI | int | HNC_CHAN_IS_MDI |
| 循环启动 | int | HNC_CHAN_CYCLE |
| 进给保持 | int | HNC_CHAN_HOLD |
| 已选程序 | int | HNC_CHAN_IS_PROGSEL |
| 程序运行完成 | int | HNC_CHAN_IS_PROGEND |
| 螺纹加工 | int | HNC_CHAN_IS_THREADING |
| 刚性攻丝 | int | HNC_CHAN_IS_RIGID |
| 重运行复位状态 | int | HNC_CHAN_IS_REWINDED |
| 急停 | int | HNC_CHAN_IS_ESTOP |
| 复位 | int | HNC_CHAN_IS_RESETTING |
| 运行中 | int | HNC_CHAN_IS_RUNNING |
| 回零中 | int | HNC_CHAN_IS_HOMING |
| 轴移动中 | int | HNC_CHAN_IS_MOVING |
| 直半径编程 | int | HNC_CHAN_DIAMETER |
| 校验 | int | HNC_CHAN_VERIFY |
| 运行行 | int | HNC_CHAN_RUN_ROW |
| 译码行 | int | HNC_CHAN_DCD_ROW |
| 选择程序的编号 | int | HNC_CHAN_SEL_PROG |
| 运行程序的编号 | int | HNC_CHAN_RUN_PROG |
| 加工计数 | int | HNC_CHAN_PART_CNTR |
| 工件总数 | int | HNC_CHAN_PART_STATI |
| 通道轴对应的逻辑轴号 | int | HNC_CHAN_LAX |
| 编程轴名 | string | HNC_CHAN_AXIS_NAME |
| 编程主轴名 | string | HNC_CHAN_SPDL_NAME |
| 通道模态 | int | HNC_CHAN_MODAL |
| 通道主轴对应的逻辑轴号,动态 | int | HNC_CHAN_SPDL_LAX |
| 通道主轴对应的逻辑轴号,静态 | int | HNC_CHAN_SPDL_PARA_LAX |
| 主轴指令速度 | double | HNC_CHAN_CMD_SPDL_SPEED |
| 主轴实际速度 | double | HNC_CHAN_ACT_SPDL_SPEED |
| 主轴修调 | int | HNC_CHAN_SPDL_OVERRIDE |
| 断点位置 | double | HNC_CHAN_BP_POS |
| 当前使用刀具长度补偿号 | int | HNC_CHAN_H_OFF |
| 当前使用刀具半径补偿号 | int | HNC_CHAN_D_OFF |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 轴 | / | axisPointType |
| 轴类型 | int | HNC_AXIS_TYPE |
| 获取通道号 | int | HNC_AXIS_CHAN |
| 获取在通道中的轴号 | int | HNC_AXIS_CHAN_INDEX |
| 获取引导轴 | int | HNC_AXIS_LEAD |
| 机床实际位置 | int | HNC_AXIS_ACT_POS |
| 机床指令位置 | int | HNC_AXIS_CMD_POS |
| 工件实际位置 | int | HNC_AXIS_ACT_POS_WCS |
| 工件指令位置 | int | HNC_AXIS_CMD_POS_WCS |
| 相对实际位置 | double | HNC_AXIS_ACT_POS_RCS |
| 相对指令位置 | double | HNC_AXIS_CMD_POS_RCS |
| 实际脉冲位置 | double | HNC_AXIS_ACT_PULSE |
| 指令脉冲位置 | double | HNC_AXIS_CMD_PULSE |
| 编程位置 | double | HNC_AXIS_PROG_POS |
| 电机位置 | double | HNC_AXIS_ENC_CNTR |
| 指令速度 | double | HNC_AXIS_CMD_VEL |
| 剩余进给 | double | HNC_AXIS_LEFT_TOGO |
| 工件零点 | double | HNC_AXIS_WCS_ZERO |
| 手轮中断偏移量 | double | HNC_AXIS_WHEEl_OFF |
| 跟踪误差 | double | HNC_AXIS_FOLLOW_ERR |
| 同步误差 | double | HNC_AXIS_SYN_ERR |
| 轴补偿值 | double | HNC_AXIS_COMP |
| 脉冲偏移 | double | HNC_AXIS_ZSW_DIST |
| 相对零点 | double | HNC_AXIS_REAL_ZERO |
| 回零完成 | double | HNC_AXIS_IS_HOMEF |
| 实际速度 | double | HNC_AXIS_ACT_VEL |
| 电机转速 | double | HNC_AXIS_MOTOR_REV |
| 负载电流 | double | HNC_AXIS_LOAD_CUR |
| 额定电流 | double | HNC_AXIS_RATED_CUR |
| 波形频率 | double | HNC_AXIS_WAVE_FREQ |
| 轴名 | string | HNC_AXIS_NAME |
| 伺服驱动版本 | string | HNC_AXIS_DRIVE_VER |
| 伺服类型 | string | HNC_AXIS_MOTOR_TYPE |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 坐标 | double | coordinatesPointType |
| 指定通道轴坐标系零点 | double | HNC_CRDS_CH_G5X_ZERO |
| 指定通道轴坐标系ID | double | HNC_CRDS_CH_G5X_ID |
| 指定通道轴工件坐标系零点 | double | HNC_CRDS_CH_WCS_ZERO |
| 指定通道轴相对坐标系零点 | double | HNC_CRDS_CH_REL_ZERO |
| 指定通道轴基架坐标系零点 | double | HNC_CRDS_CH_FRAME_ZERO |
| 特性坐标系辅助点1坐标 | double | HNC_CRDS_G68_PNT1 |
| 特性坐标系辅助点2坐标 | double | HNC_CRDS_G68_PNT2 |
| 特性坐标系零点 | double | HNC_CRDS_G68_ZERO |
| 特性坐标系向量 | double | HNC_CRDS_G68_VCT |
| 指定通道轴坐标系偏置零点 | double | HNC_CRDS_CH_G5X_OFFSET_ZERO |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 刀具 | / | toolPointType |
| 方向 | double | GTOOL_DIR |
| 长度1(铣:刀具长度;车:X偏置) | double | GTOOL_LEN1 |
| 长度2(车:Y偏置) | double | GTOOL_LEN2 |
| 长度3(车:Z偏置) | double | GTOOL_LEN3 |
| 长度4 | double | GTOOL_LEN4 |
| 长度5 | double | GTOOL_LEN5 |
| 半径1(铣:刀具半径;车:刀尖半径) | double | GTOOL_RAD1 |
| GTOOL_RAD2 | double | GTOOL_RAD2 |
| GTOOL_ANG1 | double | GTOOL_ANG1 |
| GTOOL_ANG2 | double | GTOOL_ANG2 |
| 长度1(铣:长度磨损;车:Z磨损) | double | WTOOL_LEN1 |
| WTOOL_LEN2 | double | WTOOL_LEN2 |
| WTOOL_LEN3 | double | WTOOL_LEN3 |
| WTOOL_LEN4 | double | WTOOL_LEN4 |
| WTOOL_LEN5 | double | WTOOL_LEN5 |
| 半径1(铣:半径磨损;车:X磨损) | double | WTOOL_RAD1 |
| WTOOL_RAD2 | double | WTOOL_RAD2 |
| WTOOL_ANG1 | double | WTOOL_ANG1 |
| WTOOL_ANG2 | double | WTOOL_ANG2 |
| TETOOL_PARA0 | double | TETOOL_PARA0 |
| TETOOL_PARA1 | double | TETOOL_PARA1 |
| TETOOL_PARA2 | double | TETOOL_PARA2 |
| TETOOL_PARA3 | double | TETOOL_PARA3 |
| TETOOL_PARA4 | double | TETOOL_PARA4 |
| TETOOL_PARA5 | double | TETOOL_PARA5 |
| TETOOL_PARA6 | double | TETOOL_PARA6 |
| TETOOL_PARA7 | double | TETOOL_PARA7 |
| TETOOL_PARA8 | double | TETOOL_PARA8 |
| TETOOL_PARA9 | double | TETOOL_PARA9 |
| S转速限制 | double | EXTOOL_S_LIMIT |
| F转速限制 | double | EXTOOL_F_LIMIT |
| 大刀具干涉左刀位 | double | EXTOOL_LARGE_LEFT |
| 大刀具干涉右刀位 | double | EXTOOL_LARGE_RIGHT |
| 刀具监控类型 | double | MOTOOL_TYPE |
| 优先级 | double | MOTOOL_SEQU |
| 倍率 | double | MOTOOL_MULTI |
| 最大切削时间 | double | MOTOOL_MAX_LIFE |
| 预警切削时间 | double | MOTOOL_ALM_LIFE |
| 实际切削时间 | double | MOTOOL_ACT_LIFE |
| 最大安装次数 | double | MOTOOL_MAX_COUNT |
| 预警安装次数 | double | MOTOOL_ALM_COUNT |
| 实际安装次数 | double | MOTOOL_ACT_COUNT |
| 刀具所属分组号 | double | MOTOOL_GROUP |
| METOOL_PARA0 | double | METOOL_PARA0 |
| METOOL_PARA1 | double | METOOL_PARA1 |
| METOOL_PARA2 | double | METOOL_PARA2 |
| METOOL_PARA3 | double | METOOL_PARA3 |
| METOOL_PARA4 | double | METOOL_PARA4 |
| METOOL_PARA5 | double | METOOL_PARA5 |
| METOOL_PARA6 | double | METOOL_PARA6 |
| METOOL_PARA7 | double | METOOL_PARA7 |
| METOOL_PARA8 | double | METOOL_PARA8 |
| METOOL_PARA9 | double | METOOL_PARA9 |
| 刀具索引号 | int | INFTOOL_ID |
| 刀具所属刀库号 | int | INFTOOL_MAGZ |
| 刀具所属通道号 | int | INFTOOL_CH |
| 刀具类型 | int | INFTOOL_TYPE |
| 刀具状态字 | int | INFTOOL_STATE |
| 刀具高速高精加工模式 | int | INFTOOL_G64MODE |
| 参数名 | 数据类型 | 列表显示 |
|---|---|---|
| 报警 | string | alarmPointType |
步骤4:点击〔保存〕按钮,配置完成。